
Introduction
The development of stitch bonded, multiaxial reinforcements has allowed for faster fabrication of parts with better physical and mechanical properties. Parts made from these reinforcements have led to cost effective solutions for a variety of applications including marine, transportation, infrastructure, sports and recreation and aerospace. The cost effective solution begins with engineering the laminate requirements at the point of fabric manufacture. As you will see, the strength demands can be engineered right into the reinforcement by considering fiber weight and fiber angle of any given ply. Stitch-bonding fabric is essentially an automated process and highly efficient compared to a shop fabricated laminate using unidirectional or woven fabrics.
Comparison of non-crimp and woven fabrics
While some composite builders continue to use a combination woven roving and chopped mat, the nature of weaving fabric has limitations. The crimping of yarns, inherent in weaving, causes stress points in the laminate and a subsequent knockdown in strength and stiffness. Pound for pound non-crimp reinforcements are 30% stronger than woven fabrics. Secondly, the coarse surface created by the weaving of fibers translates into poor shear properties because of less fiber-to-fiber contact. Third, the interstices created by the weave allow resin to pool amongst the rovings contributing to lower properties, adding unwanted weight and cost – see Figure 1.
Figure 1. Cross section of woven fabric. When a load is applied to a woven fabric a stress concentration occurs at every point where one fiber bundle passes over or under another. This causes unwanted stresses in the resin, which is much weaker than the fibers. Repeated loading and unloading, or cycle fatigue, will cause a breakdown of the resin leaving the fibers unsupported and free to buckle in compression loading. Pound for pound non-crimp stitched reinforcements are 30% stronger than woven fabrics.
Figure 2. Woven roving 24 oz: The woven fabric, with larger surface interstices, has lower shear properties compared to non-crimp fabrics and will depend upon the resin for ultimate strength.
![]()
Figure 3 & 4. The cross section of non-crimp stitch bonded fabrics’ show how fibers are straight and directly aligned with the load path. The surface finish, having fewer interstices, less likely to print through, consumes less resin, and has better shear properties.
Multiple fiber architecture for multiple benefits
Stitch bonded fabrics offer greater range and flexibility compared to woven fabrics, especially in the field of multiaxial (3 plies or more). Multiaxial reinforcements can be engineered to meet specific requirements and perform multiple tasks such as providing good surface finish, impact and abrasion resistance, and structural integrity, all in one fabric.
Just as important as the properties, is the element of cost. When the cost to fabricate a composite part becomes a large percentage of the total cost, engineers look to multiaxial reinforcements as a way to reduce fabrication time and therefore reduce labor cost. One example is Vectorply’s E-QX 3600; a 36oz quad (1215 gsm) with chopped mat which is a single ply replacement for the traditional 2 fabric laminate of a 17oz double bias and 18oz biaxial.
Furthermore, the ability to place fibers on 0º/90º/+45º/-45º, (see figure 1) means engineers can design composite laminates to handle loads from both the known and unknown directions. Quadraxial reinforcements are closer to the traditional building materials like steel and aluminum i.e. equal strength in all directions. The predictability of quadraxial laminates has created a comfort zone with engineers which have opened the door for new applications such as composite bridge decks, and infrastructure rehabilitation to name a few.
Figure 5. Stitch bonded example-Quadraxial. Typical quadraxial ply stack includes 0º, 90º, +45º, and –45º plies. They are often made balanced (equal weight on all axes) but can also be tailored to suit a particular load case such as the typical boat bottom panel where bending occurs mostly in the transverse direction. In this case quads are designed with more 90º fiber than the other axis.
How it’s made
The machines are ‘fed’ with fiber from bobbins or roving packages (see fig. 6). The weight of each ply or layer is determined by the bulk of the roving bundle and the spacing between the bundles when stitched together. Fibers running in the direction of the roll are called the warp, longitudinal, or 0º direction. Fibers on any angle between 0º and 90º (+, – 45º is common) are called off axis, weft, or transverse, are transported by carriages that are driven back and forth across a conveyor belt moving towards the stitching head. Hooks on the edge of the belt capture the fibers and hold them in place until they reach the stitching head where all the plies are combined by polyester yarn. The finished fabric is then rolled, wrapped in plastic to seal out moisture, boxed and loaded onto pallets ready for shipment..

Figure 6. Machines are ‘fed’ with fiber from bobbins, or roving packages housed in creel racks.
Figure 7. Multiaxial machine. Cross-plies of +45º, 90º, -45º or angle in between 22º and 90º are laid in place by a carriage that shuttles back and forth across the width of the roll.
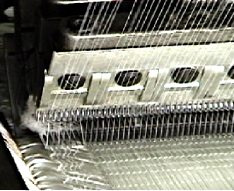
Figure 8. The stitch style and density is critical to the performance and handling of the fabric. The stitch pattern (chain, tricot, modified tricot, etc.), the frequency (courses per inch in the roll direction or 0º axis), and gauge (rows of stitching across the roll width) all impact the behavior of the finished fabric. The needles are mounted on the stitch bar, which can simultaneously move vertically, and horizontally to form the desired stitch pattern. Stitch yarn is most commonly polyester.
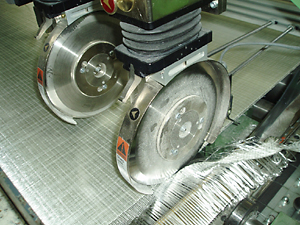
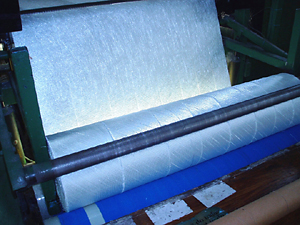
Figure 9 & 10. Once the fabric is stitched it is slit to specified widths and taken up on rolls.

Figure 11. Material rolls are then boxed or bagged and ready for shipment.